В этом году ООО «Научно-производственный центр «АНОД» (НПЦ «АНОД») отмечает юбилей — 30 лет со дня создания группой молодых, творческих инженеров компании инновационного типа.

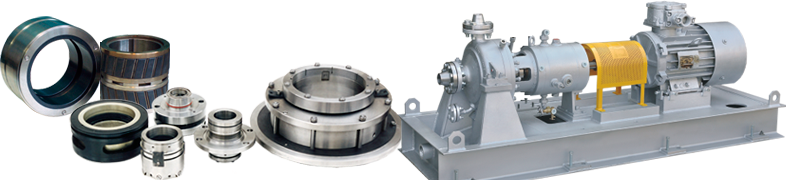
Торцевые уплотнения
Одним из приоритетных направлений деятельности ООО НПЦ «АНОД» является проектирование и производство механических уплотнений вращающихся валов различных устройств. За 30 лет разработано 1600 проектов уплотнений, выпущено более 60 000 уплотнений на насосы, компрессоры и перемешивающие устройства различных отраслей промышленности, которые эксплуатируются в различных средах, на больших давлениях, при температурах свыше 400°С. Более 4000 «малорасходных» уплотнений установлены на компрессорах ПАО «ГАЗПРОМ», что помогло сэкономить в эксплуатации сотни миллионов рублей. За годы работы НПЦ «АНОД» стал одним из лидеров рынка уплотнений в России и ближнем зарубежье, освоив все типы уплотнений, включая сухие газодинамические уплотнения, считающиеся вершиной современных уплотнений. Надежность и экономическая эффективность механических уплотнений компании проверена временем.

Модернизация насосов
Другим направлением деятельности является проектирование подшипников скольжения на основе своих изобретений и конструкций, используя новые материалы с уникальными свойствами. За прошедшие годы были созданы и эффективно эксплуатируются тысячи подшипников скольжения в различных отраслях промышленности, многие из которых обладают уникальными характеристиками в различных условиях работы. Так, например, в ПАО «Транснефть» в течение многих лет бесперебойно эксплуатируется подпорный нефтяной насос с новой компоновкой на подшипниках скольжения, смазываемых перекачиваемой нефтью. Такой насос не имеет аналогов в России, а также в ближнем и дальнем зарубежье. Коллектив НПЦ «АНОД» не останавливается на достигнутом, подтверждая в полной мере свое название научного и производственного центра, проявляет техническую изобретательность, смелость и новаторство.

Системы СГДУ
Технические решения, применяемые в процессе своей деятельности, имеют высочайший, часто уникальный уровень. Так, например, решая проблемы эксплуатирующихся насосов, конструкторами НПЦ «АНОД» был разработан новый для насосов узел — блок подшипниковый уплотнительный (БПУ). Найденное конструктивное решение совместного размещения подшипников скольжения с торцевыми уплотнениями в одном корпусе дает ряд преимуществ опорно-уплотнительной системе насоса, позволяя многократно увеличить межремонтный пробег, понизить уровень вибрации, зачастую увеличить КПД и уменьшить энергопотребление. Длительные сроки эксплуатации без ремонтов и большой экономический эффект от использования БПУ позволяет по-другому взглянуть на компоновку современных насосов, отойти от старых схем, получить огромный экономический эффект в масштабах страны. К настоящему времени разработано 90 проектов БПУ для различных отраслей промышленности, изготовлено и модернизировано более 600 насосов.
Торцовые уплотнения, подшипники скольжения, блоки подшипниковые уплотнительные и насосные агрегаты являются звеньями одной логичной цепочки развития предприятия.
Кроме блестящей конструкторской мысли основой всего выпускаемого оборудования остается неизменное качество и надежность, выходящее из рук профессиональных сотрудников предприятия.
Следуя государственной политике импортозамещения, НПЦ «АНОД» в настоящее время производит большую номенклатуру уплотнений, подшипников скольжения, БПУ, систем обслуживания уплотнений и подшипников для замены зарубежного оборудования. Во многих случаях эти изделия превосходят зарубежные аналоги.
Около 500 предприятий нефтегазового комплекса, химической и нефтехимической, нефтеперерабатывающей промышленности, энергетики, атомной энергетики эксплуатируют продукцию производства НПЦ «АНОД».
Известные российские компании заслуженно остановили свой выбор на сотрудничестве с НПЦ «АНОД» – компания сохраняет свои традиции новаторства в поиске свежих решений, улучшает качество, стремясь быть на шаг впереди от своих конкурентов.
Сегодня, в год своего 30-летия, НПЦ«АНОД» — это сложившийся, устоявшийся коллектив, достигший многого. Может показаться, что самое время отдохнуть, использовать наработанный потенциал, однако настоящее очень быстро становится прошлым. Всё что не развивается и не меняется, обречено стать забытым и исчезнуть. Поэтому компания не останавливается на достигнутом, а постоянно совершенствуется, находит новые решения, новые сферы применения своего опыта и технических возможностей.
НПЦ «АНОД» заинтересован в налаживании новых деловых связей. Если Вам близок наш подход к бизнесу и наши ключевые принципы, мы будем рады видеть Вас в нашей команде. Мы готовы предложить сотрудничество в решении самых сложных задач производителям оборудования и эксплуатирующим предприятиям. Так же, мы будем рады видеть новые амбициозные задачи от наших постоянных партнеров.
Поздравляем коллектив сотрудников НПЦ «АНОД» с их замечательной юбилейной датой!